



光纤着色工艺
分类: 生产流程 发布时间:22-03-21 浏览量:8190
一、着色定义
所谓着色就是在一次涂敷光纤外面再涂敷一层颜色涂料,其成分中含有光引发剂,能 够吸收一定的紫外光产生化学反应,使涂料由液态变成固态,从而紧密牢固的附着在光纤 上,以便于光纤的识别和接续。
原因:光缆结构中的光纤根数已从每单元内放置一根光纤,发展到放置 2、4、8、12、24、 48、144、288 等多根光纤,由于这一结构上的变化,给光纤的接续和维护、查检带来了许多 不便,为便于光纤的标记和识别,必须对光纤采取某种标识方法,以便于人们对其进行区分, 这一方法就是着色处理。
要求:对着色工艺要求是着色光纤颜色应鲜明易区分,颜色层不易脱落,且与光纤阻水 油膏相容性要好,且着色层均匀,避免断纤。
二、着色设备
光纤着色设备是由带张力调节的放线单元(Pay-off)、静电除尘器(离子化吹风)、着 色模具、模座、压力供料系统、紫外光固化炉、牵引、带张力调节和自动排线的光纤收线单 元(Take-up)和操作控制柜组成。
(1)紫外光固化炉(UV 固化装置)
紫外光固化炉主要由反射板、炉体外壳、UV灯管和石英玻璃管等组成。为了提高UV固化 度,还设计了氮气冲洗系统。其目的是使用惰性气体冲洗UV光固化炉的石英玻璃管,防止氧 气渗透到UV固化区域。氧气接触油墨将会弱化化学交联反应,从而增加固化时间,降低固化 的最大速度。
(2)UV 固化原理
在特殊配方的树脂中加入光引发剂(或光敏剂),经过吸收紫外线(UV)光固化设备中 的高强度紫外光后,产生活性自由基或离子基,从而引发聚合、交联和接枝反应,使树脂(UV 涂料、油墨、粘合剂等)在数秒内(不等)由液态转化为固态。(此变化过程称之为"UV 固 化")。
1、UV 灯管
UV灯的最大寿命一般为 800— 1000 小时,达到后即应更换,因为到此时段的 UV 灯 所发射的紫外光线的强度变弱,会影响固化效果。同时建议在使用期内根据生产环境(空气 的含尘量)不同,在适当时间用无水乙醇清洁灯管表面及反射罩表面的反射板,再将 UV 灯 管转 90°。这样有利于 UV 射线全部有效辐射到 UV 油墨或光油上,保证一定的穿透力。
2、反射罩
一般采用反射罩的是聚焦型。这种反射罩的结构特点是反射的 UV 光线能量集中,光固 化的效率高,有利于着色油墨的固化。反射罩的反射功率达 80%以上。
3、石英玻璃管
在实际生产过程中,当已涂覆的光纤通过紫外固化炉时,为使其免受空气污染和振动, 通常使其穿过一根直径大约为2CM的石英玻璃管。中心管的透射率在实际生产中对光纤固化 度的影响尤为重要,应定期检查、更换中心管。
三、着色过程
光纤由放线单元稳定的放出,经导轮到放线张力调节轮,随时调节稳定放线张力,使 光纤始终能在恒定的张力下进行放线。在进入着色模具前,光纤经过离子化吹风,以清除静 电和灰尘,然后经过合适的着色模(包括进口模和出口模)。着色模模腔中充满无气泡的带 有合适压力的着色油墨,对通过的光纤进行着色,已着色的光纤进入有 N2保护的紫外光固 化炉,迅速进行固化后。再经牵引导轮和收线张力调节轮后上收线盘,收线装置自动完成收 排线,同时,离子化吹风清除着色光纤表面的静电和灰尘。
四、着色过程中经常出现的几种问题
在着色过程中经常遇到的质量问题主要有以下几种:
(1)固化不好
(2)脱色(着不上色或颜色淡)
(3)着色后光纤衰减系数增大
4.1 固化不好
固化反应进行的充分与否是衡量工序质量的最重要的依据。着色层的均匀性或固化好 坏,对避免光纤着色后衰减增大和温度特性变坏是至关重要的。而影响其固化度的主要因素 有:氮气纯度不够或流量过小、紫外光灯管功率不足、石英管或反光罩不清洁、车速过快、 灯管发光频谱不匹配等。在这些因素中,尤其应注意氮气的使用,因为在固化过程中,由于 氧气会阻止液态油墨中高分子聚合物链的交联,使油墨固化不完全,而氮气的作用是隔绝空 气中的氧气成分,其纯度要保持在 99.9%以上,且流量应控制在适当范围,过小的流量不能 安全阻隔氧气,过大会产生真空效应,反而将固化区进口处的空气吸进来。当然,氮气过大 可能会造成光纤走向抖动,衰减增加。实际生产中,使用氮气时不能用净,应使瓶内保持一 定压力(1Mpa 以上),防止外界空气混入影响纯度。
4.2 光纤脱色
着色生产中另一个经常发生的现象是脱色。就是在着色后发现有不同长度的本色光纤未上色,其长度从几厘米至几公里不等。他通常又分成两种情况:有规律或无规律。有规律的比如经常在一盘光纤着色开始升速的过程中出现,经常是在开始几百米到一公里时发生。这 主要是由于升速度过快导致涂料在模口处来不及产生稳定的回流,使光纤表面涂不上涂料, 这种现象与挤塑生产时的脱胶有些相像。而另一情况则是无规律地出现脱色,经常是只有十 几米至几十米,而过后则又恢复正常。
对第一种情况(有规律),由于油墨是一种粘稠的胶体,且粘度会随温度和压力的变化而相应改变,我们知道,当粘度越大时,胶体的流动速率就越小,表面附着力就越大,当光纤从模口处快速移动时,由于液面的粘滞,油墨并不跟光纤一起运动,而是保持相对静止,这样就造成了脱色。
因此我们可以通过找到速度与粘度的平衡点来克服这种现象的发生。在实际操作中,我们可以通过提高涂敷压力、适当提高涂敷温度以降低油墨粘度或者降低速度(特别是升速快慢)来实现平衡。另外,有一点值得大家注意的是,由于油墨中的颜色颗粒是一种无机矿物质,其比重较大,当油墨存放时间较长时,容易发生沉淀分层现象。这会严重影响到油墨的粘度与色度均匀性,也会引起着不上色、深浅不一甚至导致光纤衰减超标等一系列问题,因此生产前一定要使油墨在 8rpm 的速度下经过 4 小时以上的滚动混合以保证其均匀性。
第二种情况(无规律)可能是由于光纤表面一次涂敷层外径不均匀所致,也可能由于生产间隔时间较长,模具出口处堆积了一些多余的油墨,由于受到从固化炉挡板孔泄漏出的紫 外光照射,而导致部分固化产生较硬的颗粒或较粘稠的胶团。这些颗粒或胶团与刚刚从涂敷杯模口通过的光纤表面接触,将尚未固化的油墨蹭掉,以致产生了脱色的现象。
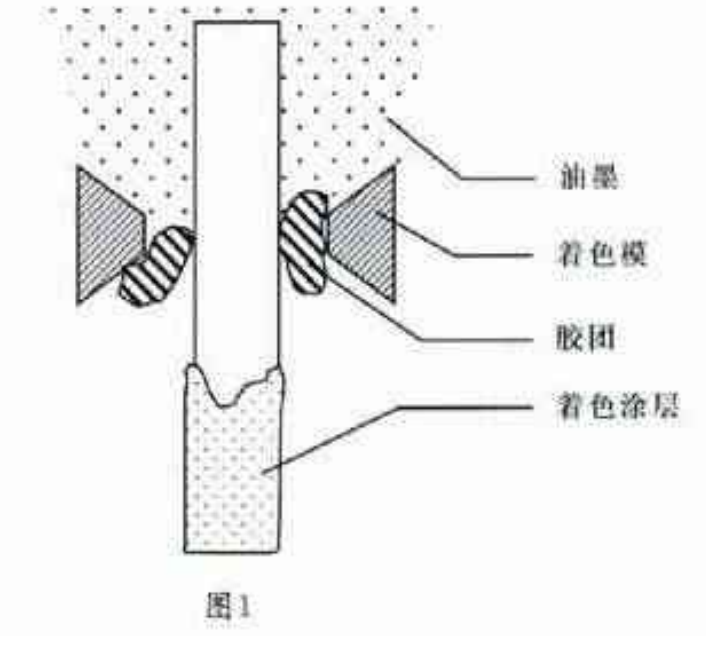
由于这些颗粒或胶团并不是很牢固,与光纤接触后就被破坏,所以瞬间就又恢复正常。这种情况在实际生产中较难避免,但可以采取在开始生产前先让油墨先涌出一些,以破坏附 着在模口处的颗粒或胶团,从而消除此现象。但是由于油墨本身粘度较大,当长时间连续生产时,出现油墨堆积的几率会越来越大,因此建议在生产一定时间后(最长不超过8小时),必须对模具进行清洗,特别注意模口位置。
4.3、着色固化度的检验
着色光纤固化质量很重要,检验方法:取正常生产的≥2m的光纤样品,将其一端固定, 用手沿水平方向拉住另一端,将蘸满丙酮(酒精)的棉花擦拭光纤,尽量均匀的施加水平方向的力,擦拭一个来回算一次,共擦拭100次。取下棉花,检查光纤表面有无着色层脱落,棉花表面有无染色现象,如没有,则固化实验合格,如有着色层脱落或棉花表面有染色现象,则着色光纤固化质量不合格,需查找原因并经处理后,重新制作固化实验样品进行检查。也可以用专用的擦拭仪器检查。
五、张力控制系统
张力系统:整个生产线以牵引为界分为两个张力控制系统,即放线张力轮系统和收 线张力系统。
从放线单元至牵引为放线张力系统。此间的正常张力主要是放线张力加上过渡导轮和着色模的摩擦力组成,此系统的张力主要是稳定工艺运转。
从牵引至收线单元为收线张力系统。此系统的张力由收线张力和过渡导轮摩擦力组成,其作用是稳定工艺运转和保证收排线整齐。
稳定适当的收线张力是必不可少的。张力过大,轻则引起光纤衰减增大,重则损伤光纤,造成次品或废品;张力过小,则不利于排线,同时着色后的光纤易垮线,易在后道工序发生断纤。
六、着色模具
着色模具是着色工艺中的关键部件,模具由专门厂家制造,必须选择合适的着色模具。

1、模具太大会明显增加着色层的厚度,引起材料消耗的增加,固化需要的能量和时间也相 对的增加,生产速度下降。还会引起光纤表面涂层应力集中的现象明显增加,从而导致光纤的衰减变化显著增大。
2、模具太小,使着色难度增大,光纤与模具间摩擦的机会明显增加,有可能刮伤光纤,而 且着色层太薄,颜色太浅,不利于区分。
3、全球最大的油墨生产厂家 DSM 推荐着色模具的直径比需着色的光纤直径大 10~15μm,着色层厚度以3~5μm为宜。本公司使用的着色磨具孔径是260μm。
4、着色模具卸下,用酒精(丙酮)洗干净,然后放入超声波清洗机中清洗,最后将着色模具用压缩空气吹干,在显微镜下观察着色模具清洗质量,合格方能使用。
七、光纤盘具的握持方法


光纤在收线盘内端留约 1~2 米测试端,并固定好光纤头,光纤内端应用标签固定。
八、常见问题排查
8.1 着色前着色油墨的处理
着色用的油墨是紫外光固化油墨,是目前光纤着色用主流油墨。其主要成分为:丙烯酸盐+光固化剂+颜料。由于颜料长期存放会出现沉淀分层现象。因此,着色油墨在使用前, 应在容器内低速均匀的滚动不小于4小时,当环境温度低于20℃时,需在加热到50℃的滚 动装置上低速均匀的滚动不小于4小时。严禁使用时使劲摇动,以防气泡产生。
8.2 着色环境温度
着色工艺环境温度为23±5℃。
8.3 收线盘的要求
收线盘不允许有任何损坏和变形,使用的周转次数不能太多,一般周转次数少于3次为宜。且收线盘内壁边缘和泡沫体之间不允许有明显的缝隙存在,否则会导致光纤嵌入缝隙中,在后道工序放线时断纤。
8.4 着色后的光纤要求
着色后的光纤需用 OTDR 对着色光纤的衰减及曲线进行检测;着色光纤的颜色必须保证鲜明、均匀、易于辨认;排线必须整齐,无两边堆积、垮线、穿线等情况。
8.5 常见问题排查
1、光纤无颜色或颜色不均匀:
(1)检查供墨阀是否打开;
(2)检查供墨系统是否有堵塞现象;
(3)排除供墨管中的气泡;
(4)检查模具是否堵塞。
(5)检查油墨罐密封情况。
2、测试着色光纤曲线弯曲、衰减系数超标:
(1)检查模具与光纤对中;
(2)模具使用 是否正确;
(3)检查模具是否堵塞;
(4)光纤经由路径上各部件是否运转正常;
(5)收线 张力是否合适。
九、注意事项
(1)上班时,检查每一个导轮,清洗轮槽中的杂物。
(2)为防止生产中紫外线照射,生产时需关闭固化炉快门
(3)在更换油墨颜色时,一定要清洗着色单元及模具并保证其清洁干燥。
(4)发现模具堵塞或发生断纤的情况,应清洗模具后方可继续生产。
(5)着色结束时,应将生产线速度以均匀的速率降低,而最终速度应控制在适当范围内。
附:国家标准(光纤全色谱)
| 序号 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 颜色 | 蓝 | 橘 | 绿 | 棕 | 灰 | 白 | 红 | 黑 | 黄 | 紫 | 粉红 | 青绿 |
在不影响识别的情况下允许使用本色。

